■ 概要
剥離紙製造時および使用時に起こりうる不具合についてまとめる。
■ ロール(製品・半製品)巻姿の不具合
◆ スターデフェクト(菊模様・巻き巣)
コア(巻芯)に近い部分で、ウエブ(長尺(巻物)の紙やフィルム)が圧縮されてシワが発生する現象。
外層側の巻締りによって内層側の張力がマイナスとなり、座屈しシワとなる。
原紙やポリエチレンの積層で厚みムラがあり、かつ硬巻にすると、スターデフェクトは生じやすい。
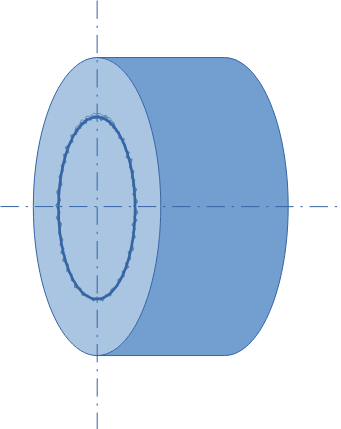
Fig. スターデフェクト
◆ テレスコープ(タケノコ・巻ズレ)
ロールがタケノコ状にずれる現象をいう。製品巻取時や輸送中(ハンドリング時)などで、横(軸)方向に力を受けたとき、層間が滑ることによって生じる。
層間の圧縮力が小さい(=軟巻)とテレスコープは生じやすい。
特に両面剥離紙の場合、剥離面同士が接しているため滑りやすく、巻ズレが生じやすい。
Fig. テレスコープ
◆ ゲージバンド(ホネ)
ウエブの幅方向の厚みムラによる現象で、特定の部分に発生する凸状の部分をいう。
剥離紙の製造においては、原紙やポリエチレン(PE)の厚みムラに起因することが多い。
硬巻にするほど、ゲージバンドは生じやすい。
厚みムラによるゲージバンドを防ぐためには、幅方向の厚みの均一性を改善するほかに、ウエブに揺動(オシレート)をかけることも効果的である。
参考文献 技術情報協会編 “ウェブ”ロールtoロールの搬送、巻取技術そのトラブル発生メカニズムと対策(上) (2013)
Fig. ケージバンド
◆ 補足
一般的にスターデフェクトとテレスコープは相反する現象であるが、張力のテーパー(外層に向けて張力を小さくする)設定によっては両現象が同時に起こることがある。
■ 剥離紙(単体)の不具合(欠点)
生産加工中に欠点検知器にて各種欠点を検知する。
製品として問題となるレベルは、欠点の大きさや凹凸の有無など製品仕様によって異なり、問題となるレベルの欠点は、仕上げ時に除去し製品となる。
◆ 異物
異物は、剥離紙の原料中もしくは製造中にコンタミするもののうち、製品として問題となるレベルのもの。
問題となるレベルは、大きさや凹凸の有無など製品仕様によって異なる。
原料起因としては、原紙中に含まれる夾雑物、各種添加剤の分散不良物、抄紙時の抄きムラなど、ポリエチレン(PE)中に含まれる炭化物やフィッシュアイなどがある。
製造起因としては、虫(飛翔昆虫など)やヒト由来の異物(髪の毛など)、紙粉、PE油煙成分などが挙げられる。
◆ 原紙中の異物
残留したリグニン(木材中に含まれるパルプ繊維を接着する成分)、ピッチ(パルプに含まれる樹脂成分)、各種添加剤の凝集成分、スライム(配管内やタンクの内側などに付着する泥状粘着物)などが、パルプとともに抄紙されることで異物となる。
◆ PE層中の異物
多くの場合、溶融PE中の欠点(異物)は、押出機下流部に設置のスクリーンメッシュにて捕捉し除去されるが、ごく小さな欠点はスクリーンメッシュを通過し製品に混入する場合がある。
- フィッシュアイ(FE)
ある程度成長したゲルが核となり、滞留等により周囲の通常のPEを取り込みさらに成長したものが、Tダイを経由し溶融膜に混入してしまい周囲より分厚い状態となった部分をFEという。
ゲル分がFEの核となるが、熱劣化(炭化)があまり進んでいない場合は核は透明なので特定しにくい(炭化が進むと褐色~黒褐色に変色する)
また、ゲル分とは別成分の異物が核となることもある。
一般的には、ゲル・未溶融物と総称して、フィッシュアイと呼ばれる。
- ゲル(架橋物)
PEを過熱するもしくは過度なせん断応力を掛けることによってラジカルが発生、そのラジカルを起点として別のPE分子と反応し結合することによって、高分子量化が進行する(酸素が共存していると、反応が進行しやすい)。
高分子量化が進行することによって溶融粘度が上昇する。
分子量が大きくなっても融点が上がるわけではないが、周囲の通常のPEと比較して粘度が高いことにより、滞留しやすくなることから周囲の通常のPEを取り込み成長する(参考:超高分子量PEの融点は135~140℃程度)。
架橋が進行(=ゲル化が進行)することによって、熱を掛けても溶融しない状態となる(=この状態がゲルであり、架橋したもの自体もゲル)。
- 未溶融物
未溶融物とは、ゲルにまで進行する前の溶融粘度が高い状態のものを冷却後に再度加熱溶融する(および/または、せん断を掛ける)場合、周囲の通常のPEと比較して溶融粘度が高くなり見かけ上はゲルのようにふるまうものをいう。
未溶融物は、さらなる加熱・せん断による変形等によりFE核でなくなるケースや架橋が進行しゲルになることもありうる。
- 炭化物(黒色異物)
押出機やTダイなどにおいて溶融樹脂の流れが悪い滞留部の壁面に過熱により熱劣化(炭化)したPEが付着、流れの変化等で炭化物が壁面より剥がれ溶融樹脂中に混入する場合がある。
◆ 発泡
両面にPE層がある場合、剥離剤塗布後の加熱時、原紙に含まれる水分が気化することで、紙とPE間の密着の弱い部分から水蒸気が抜けようとし、融点付近のPEが膨らみ最終的に破泡する不具合現象のこと。ポリ(PE)発泡とも呼ぶ。
一方、PE層にピンホールがあると客先での使用の際、粘着剤を塗布後加熱時、剥離紙の原紙に含まれる水分が気化してPE層のピンホールから水蒸気が抜け、粘着剤が発泡する不具合現象が起こることがある。これは、ポリ発泡と区別して粘着剤発泡と呼ばれている。
◆ シワ
剥離紙製造時、原料起因および設備起因で剥離紙中にシワが入ることがある。
- 原料起因:
原紙偏肉(幅方向に厚みムラがあること)がある
- 設備起因:
製造条件(押出ラミネートのリップギャップ調整・製造ラインの張力設定など)が適切でない
設備のゆがみ(地震などによる経年の芯ズレなど)がある
■ 剥離の不具合
剥離紙の不良や客先での不適切な使用により、剥離が問題となる場合がある。
◆ 大気暴露による重剥離
剥離紙を繰出した状態で放置すると環境中のホコリをひきつけてしまい、その部分の剥離荷重が大きくなることがある。
◆ 静電気のスパーク痕
加工中、帯電量が大きくスパークしてしまうと剥離成分が破壊(疎水成分が置換される)され、その部分の剥離荷重が大きくなることがある。
◆ 泣き別れ
両面テープを利用の際に、粘着層(の一部)が意図せぬ側に剥がれることで、破れなどが生じる不具合。
剥離紙両面の剥離荷重差が小さいほど泣き別れは生じやすい。
したがって、剥離紙設計の段階で両面の剥離荷重差を十分確保する必要がある。
なお、剥離荷重は剥離速度により変化し、その変化は剥離剤や粘着剤の種類やそれぞれの組み合わせによって異なるため、使用される剥離速度範囲で十分に剥離荷重の差があるかどうかを確認しておくことが重要である。

