■ 押出ラミネート加工に及ぼすPEの影響因子
◆ 高速加工(ドローダウン)性
- PE: MFRが大きい SRが小さい(オートクレーブ法LDよりもチューブラー法LDが有利)
- 加工条件: 加工温度が高い エアギャップが大きい
→ 端部PE厚みが大きく(耳高)なる(良ネックイン性とはトレードオフの関係)
◆ 良(小)ネックイン
- PE: MFRが小さい SRが大きい(チューブラー法LDよりもオートクレーブ法LDが有利)
- 加工条件: 加工速度が速い エアギャップが小さい
→ 高速加工性が劣る(高速加工性とはトレードオフの関係)
◆ 低発煙性
- PE: 低分子量成分が少ない(チューブラー法LDよりもオートクレーブLD法が有利)
- 加工条件: 加工温度が低い → 基材との密着性が劣る
◆ 基材(原紙)とPEの密着性
- PE: MFRが大きい SRが小さい(オートクレーブ法LDよりもチューブラーLD法が有利)
※ 溶融粘度が低い方が基材へのアンカー効果大
- 加工条件: 加工温度が高い エアギャップが大きい
※ 溶融粘度が低い方が基材へのアンカー効果大
加工温度が高い・表面酸化度が高い方が接合界面での化学結合力大
◆ 耐熱性・物質透過(透湿)性
- PE: 密度が高い(HDブレンド) → 基材との密着性が劣る
- 加工条件: 冷却ロール温度を上げる(徐冷による結晶成長) → 冷却ロールとられ ※効果は小さい
■ 加工条件と影響因子
◆ 加工温度
表面酸化度 溶融粘度(高速加工性) 基材(原紙)とPEの密着性(溶融粘度低下と表面酸化度) 過熱時ピンホール
◆ 加工速度
基材(原紙)とPEの密着性(ニップ時間)
◆ 偏肉(厚み不良)
巻状態異常(テレスコープ・ゲージバンド)
◆ 表面活性化処理
基材(原紙)とPEの密着性
◆ ウェブクリーナー
異物混入 PE発泡
◆ 冷却ロール粗度
PE表面平滑性コントロール
◆ 冷却ロール温度
高温時のロールとられ
高温・多湿時期の表面結露
◆ 圧胴ロール硬度・ニップ圧力
基材(原紙)とPEの密着性
斜めジワ(ウロコ)発生
◆ エアギャップ
基材(原紙)とPEの密着性(表面酸化度)
◆ ディッケル・ロッドピン
ネックイン調整・PE端部厚みコントロール
■ 原紙(基材)とポリエチレンの密着メカニズム(密着強度を決める因子)
◆ 物理的要因(基材への食い込み(アンカー効果))
- 溶融粘度を下げる
MFRの高いPEを使用する
加工温度を上げる
- 基材の表面粗度を粗くする
表面粗度の粗い基材を使用する
基材(原紙)に表面処理する(コロナ処理・プラズマ処理等)
- 伸長粘度のひずみ硬化度を下げる
ひずみ硬化度の低い(=分岐・超高分子量成分が少ない)PEを使用する
※ 一般的に、チューブラ法LDの方がオートクレーブ法LDよりも、ひずみ硬化度が低い
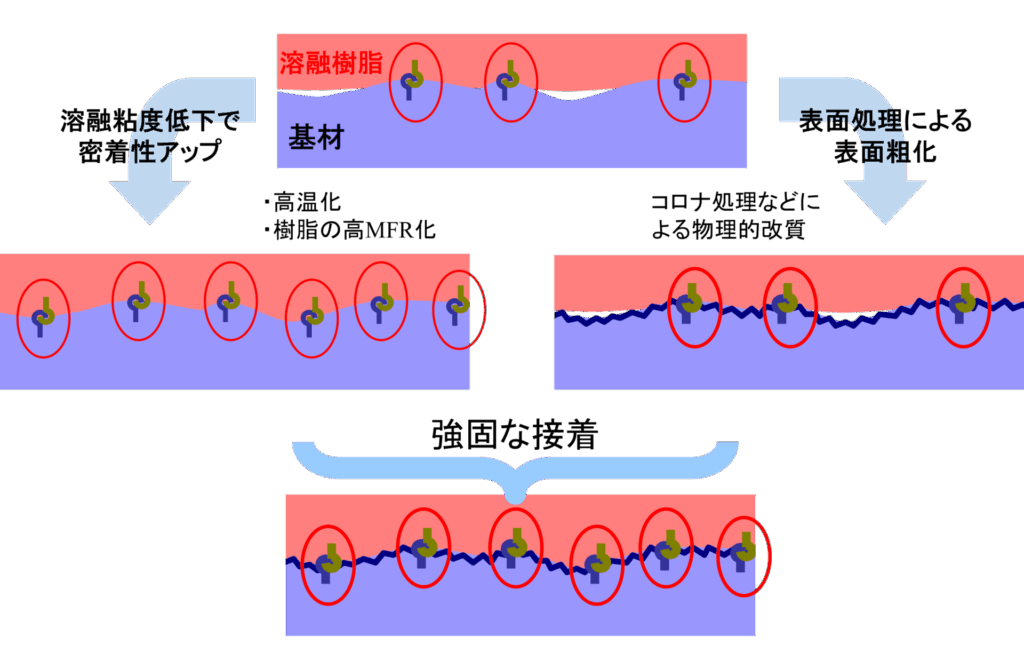
Fig. 物理的接着(密着)強度発現機構
◆ 化学的要因(接合界面の化学結合力)
- PE溶融膜の表面酸化度を上げる(極性基の付与)
極性基を持った樹脂の少量添加
エアーギャップを大きくする(空気との接触時間を長くする)
基材と接する側の溶融膜をオゾン処理する(強制的に酸化を進める)
加工温度を下げる/加工温度を上げる
- 基材の表面活性を上げる
基材(原紙)に表面処理する(コロナ処理・フレーム処理・プラズマ処理等)
- 結合を完結させる
必要十分なエージングを施す
- AC剤の最適化(フィルム基材)
基材と溶融PEの組み合わせに最適なAC剤を利用する
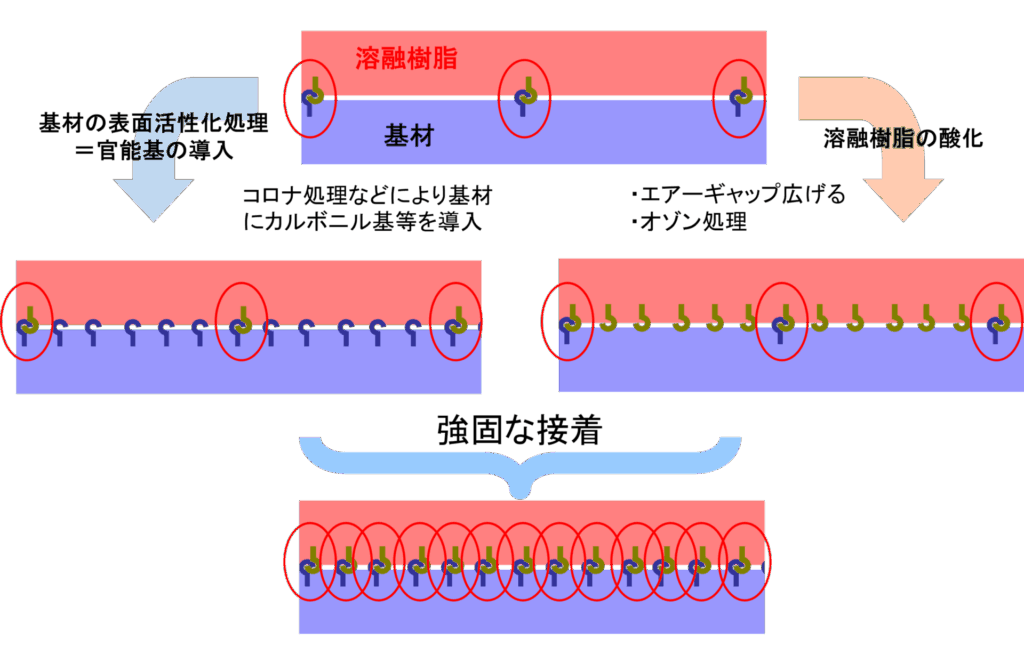
Fig. 化学的接着(密着)強度発現機構
◆ 強固な密着強度を得るには…
基材表面、溶融PE表面のいずれか一方だけ表面処理しても、密着強度向上は限定的である。両者ともに処理することで密着強度向上が望める。
いずれかを処理することによって、密着強度を向上させるための官能基が導入されるが、もう一方に結合する相手方の官能基がないと密着性は向上しない。
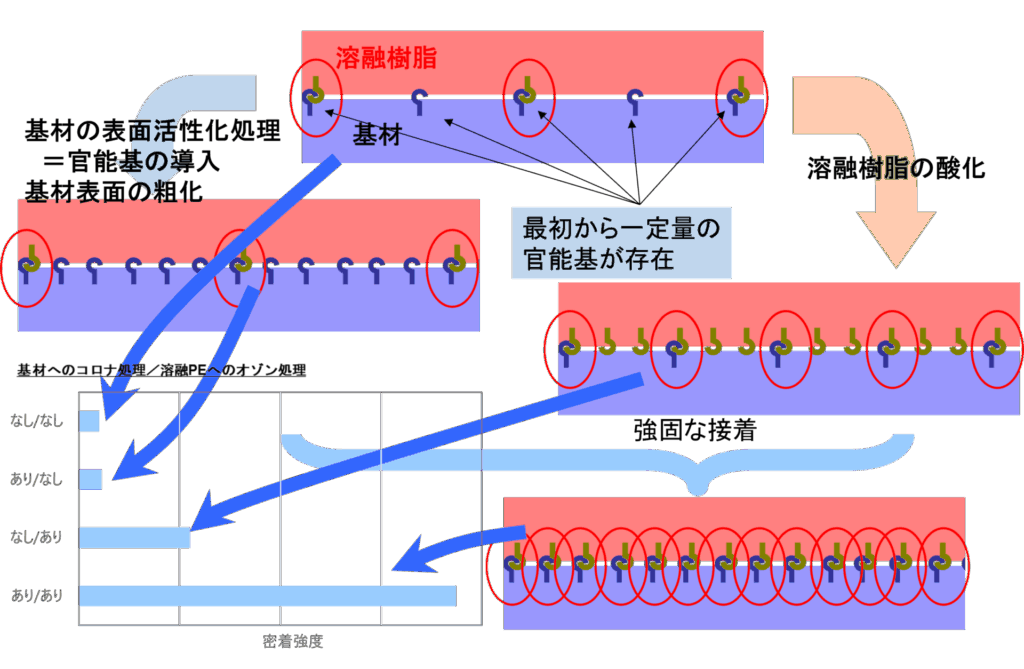
Fig. PEと基材の接着(密着)強度を強固にする方法(太いフックを数多く)

